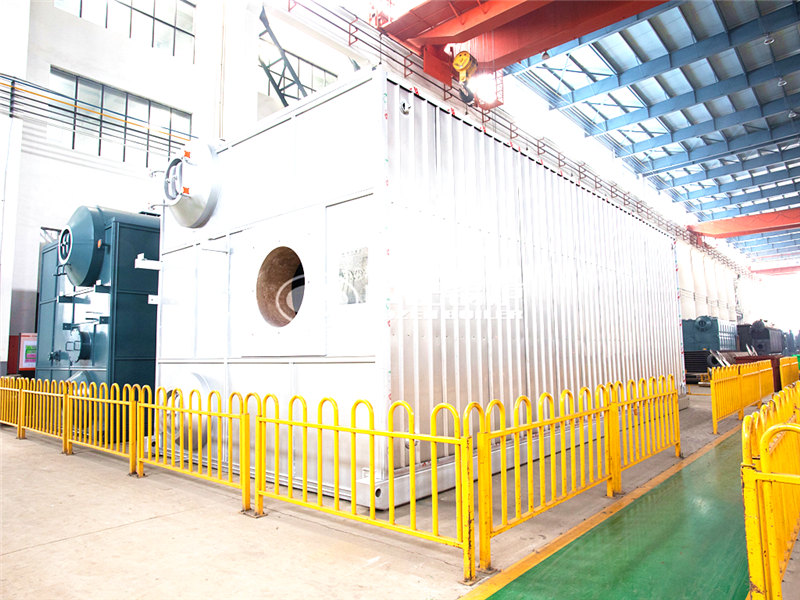
中正SZS系列燃油/燃气蒸汽锅炉为D型布置结构,右侧为炉膛,左侧为对流管束;通过下锅筒中间和两端的活动支座固定在本体底盘上,并保证锅炉整体向两端膨胀。炉膛四周为膜式水冷壁,炉膛左侧的膜式水冷壁将炉膛与对流管束完全密封隔开,对流管束区后部为拉稀的错列结构,前部为顺列结构,炉膛燃烧产生的烟气从炉膛尾部的出烟口进入燃烬室、对流管束区,然后从锅炉左侧前部转向进入螺旋翅片管节能器和冷凝器,最后进入烟道排入大气。
安全阀安装前进行定压试验将安全阀在试验台上进行开启压力和控制压力度验并做标记。焊接探伤本锅炉为双锅筒横置式蒸汽锅炉锅炉受热面承压管子的连接方法是单面V型坡口对接接头熔化焊的焊接结构为了确保焊接质量优良特制定如下施工工艺。施焊前的准备工作。原材料的复验及验证性试验。首先根据锅炉厂的“产品质量证明书”对受元件的材质在施工前进行复查包括主体和焊材从材料的质保书、制造厂的化验章、元素含量、机械性能衡量其用钢是否符合计要求对可疑的部件进行抽样复查。锅炉本体上使用的各类管子在使用前要有材质合格证按照《电建规》锅炉机组篇和装箱单对部件进行地全面清点进行100%的外观检查管子如有重皮、裂缝不得使用管子表面的凹坑、裂痕等局部缺陷不得超过管子壁厚的10%检查结果必须符合材质合格证纸设计条件和证明书的要求。
对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm。
用房采暖采暖系统形式采用上供下回双管同程式系统。散热器选型散热器采用SCTZY2-6-8铸铁柱翼750型散热器每片标准散热量124W散热面积0.23㎡/片承压0.8MPa均采用挂墙安装散热器底距地面为150m。管道连接公称直径小于或等于DN32的焊接钢管应采用螺纹连接公称直径大于DN32的钢管采用焊接连接。每组散热器供回水支管上均设截止阀型号为J11H-16C用户可以手动调节阀门开度进行室温控制,拉萨燃气供热锅炉使用方法。
拉萨燃气供热锅炉使用方法,如调整门不能控制给水时改为大旁路控制给水。如水位继续上升应立即开启事故放水门或排污门。经上述处理后汽包水位仍上升且超过100mm时应采取下列措施关小或关闭给水门停止上水后应开启省煤器再循环)。加强锅炉放水。根据汽温下降情况关小或关闭减温器水门必要时开启过热器和蒸汽管道疏水门通知汽机司机开启有关疏水门。如汽包水位已超过汽包水位计上部可见水位时应采取下列措施立即停止锅炉运行关闭主汽门。停止向锅炉上水开启省煤器再循环门。加强锅炉放水注意水位在汽包水位计中的出现。故障消除后尽快恢复锅炉机组的运行。由于锅炉负荷骤增而造成水位升高时则应缓慢增大负荷。因给水压力异常而引起汽包水位升高时应立即与汽机值班人员联系尽快将给水压力恢复正常。

作为一家大型工业锅炉制造企业,中正锅炉拥有四大系列、400多种型号的锅炉产品。根据各地环保要求和使用需求的不同,可为用户量体裁衣,选择合适的燃料和锅炉系统方案。未来,中正锅炉将继续秉承“以技术为核心、以质量为保证”的经营理念,立足国内,面向国际市场,迈向新征程,拉萨燃气供热锅炉使用方法。



